
Raw Material Feeding and Preparation
The plastic rope manufacturing process begins with the precise selection and feeding of polymer granules—most commonly polypropylene (PP) or high-density polyethylene (HDPE), chosen for their tensile strength, chemical resistance, and cost-effectiveness. Raw materials are conveyed into a hopper via vacuum loaders or screw feeders to ensure consistent mass flow. Moisture content is rigorously monitored and controlled; PP pellets, for instance, must be dried to below 0.02% moisture to prevent hydrolysis during extrusion. Pre-blending may include UV stabilizers, pigments, or flame retardants, depending on end-use specifications such as marine, agricultural, or industrial applications.
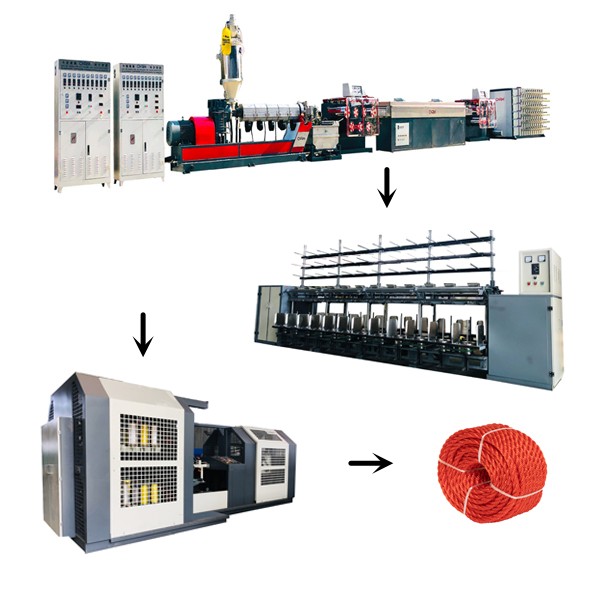
Extrusion: Melt Formation and Filament Generation
The dried polymer enters a single-screw or twin-screw extruder, where controlled heat profiles (typically 180–240 °C for PP) melt and homogenize the material. A precision die head—often equipped with multiple circular orifices—extrudes continuous molten filaments. Die design directly influences filament diameter uniformity and surface finish; tolerances are maintained within ±0.02 mm across production runs. This stage constitutes the core function of a plastic rope making machine, integrating temperature control, pressure regulation, and screw speed synchronization to achieve stable output.
Cooling and Solidification
Emerging filaments pass through a water bath or air-cooling tower to solidify rapidly while preserving molecular orientation. Water temperature is precisely regulated between 15–25 °C; excessive cooling causes brittleness, while insufficient cooling leads to filament deformation or fusion. Modern systems employ recirculating chillers with inline conductivity sensors to maintain thermal consistency. Post-cooling, excess surface water is removed using stainless-steel squeeze rollers or air knives before downstream processing.
Drawing (Orientation) and Tensile Enhancement
Filaments undergo cold drawing—typically at draw ratios of 4:1 to 7:1—to align polymer chains axially, significantly increasing tensile strength and reducing elongation. This is achieved using multiple sets of counter-rotating godet rollers operating at progressively higher surface speeds. Temperature control during drawing remains critical: ambient conditions are maintained at 20–25 °C to avoid premature relaxation. Drawn filaments exhibit enhanced crystallinity and dimensional stability—key prerequisites for reliable performance in final twisted structures.
Bundling and Strand Formation
Individual drawn filaments are grouped into parallel bundles using precision creel systems. Each bundle—termed a “strand precursor”—is tension-controlled and guided through a pre-twist device to impart slight cohesion prior to twisting. Bundle count corresponds to the desired rope configuration: three bundles for 3 strand rope machine output, four for 4 strand rope making machine operation. Consistent linear density (dtex) across all strands is verified using inline gravimetric sensors to ensure balanced torque distribution in the final product.
Twisting: Primary Yarn Formation
The bundled strands enter a twisted rope making machine, where rotating flyers or planetary bobbins apply controlled twist insertion. Twist direction (S- or Z-twist) and twist multiplier (turns per meter) are calibrated per international standards (e.g., ISO 2076, ASTM D3936). For standard 3-strand ropes, typical twist levels range from 8–12 tpm; 4-strand variants often use slightly lower multipliers (6–10 tpm) to accommodate geometry and minimize internal stress. Real-time tension feedback loops maintain ±2% deviation across all strands, preventing over-twisting or slack formation.
Cutting, Inspection, and Packaging
Finished rope passes through an automatic cutter synchronized with encoder-based length measurement, achieving ±5 mm accuracy for standard lengths (e.g., 100 m coils or 50 ft hanks). Every batch undergoes mandatory quality checks: tensile testing (ASTM D4268), knot strength evaluation, abrasion resistance (Taber test), and visual inspection for defects including snarls, skips, or inconsistent lay. Final packaging includes moisture-barrier wrapping, labeled with batch number, date of manufacture, material grade, and compliance certifications (e.g., ISO 9001, CE). Coils are palletized with edge protectors to preserve structural integrity during logistics.
Understanding how to make plastic rope requires integrating polymer science, mechanical engineering, and precision process control. From extrusion thermodynamics to dynamic twisting kinematics, each stage demands rigorous calibration and continuous monitoring—underscoring why modern plastic rope production relies on fully automated, sensor-integrated machinery rather than manual or semi-automatic alternatives.







 WhatsApp
WhatsApp E-mail
E-mail

